



耀世娱乐_耀世平台-(官方平台注册招商站) - pgys
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:585981.com
地址:广东省东莞市常平镇常横路140号1栋


耀世娱乐_耀世平台-(官方平台注册招商站) - pgys
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:585981.com
地址:广东省东莞市常平镇常横路140号1栋
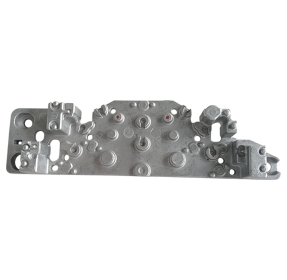
在很多机械设备上都采用了铝合金压铸,其生产加工过程中经常出现各种问题,其中,裂纹更是让工人头痛,该如何解决这个问题?
铝合金压铸件出现裂纹的主要特征是:铸件表面呈线形或波浪形,窄而长,在外力作用下有发展的趋势;金属在冷断裂系统裂纹处未被氧化。金属在裂纹处被氧化了。
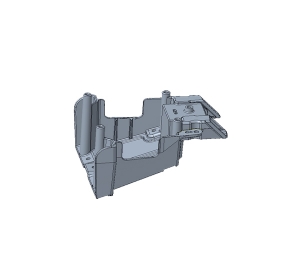
铝合金铸件产生裂纹的原因是多方面的。生产厂家总结了以下几个方面:合金中铁或硅的含量过高;坩埚中有害杂质含量过高,降低了合金的塑性。铝硅铜合金含量过高或铜含量过高;模具型腔整体温度过低;当铸件壁厚、壁薄发生剧烈变化时,收缩受阻,尖锐的角位移形成应力。模具时间过长,应力过大;弹射力不均匀。
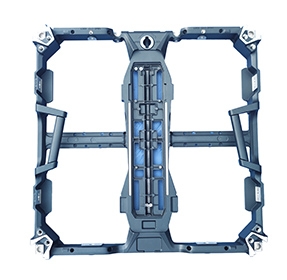
为了解决铝合金压铸零件的裂纹问题,制造商应该做以下几点:正确地控制合金成分,在某些情况下可以添加到合金纯铝锭,以便减少合金中的镁含量,或增加铝合金除硅铝硅中间合金增加内容;改变铸件结构,增加角度,改变模具角度,减少壁厚差;改变或增加弹射位置,使弹射力均匀;缩短开模和抽芯时间,提高模具温度,保持模具热平衡。




公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:585981.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信